Doğru ve yanlış tork seviyeleri araç bileşenlerini etkileyebileceğinden, araç bakımında doğru tork uygulaması çok önemlidir. Bu makale, üreticilerin spesifikasyonlarını takip etmek ve olası arızaları önlemek için kalibre edilmiş araçları kullanmanın önemini vurgulamaktadır. İdeal olan bu kılavuz tork ayarlarının gizliliğini ortadan kaldırarak araç performansı ve uzun ömürlülüğü üzerindeki etkilerini gösterir. Aracının bütünlüğünü koruma ve performansını optimize etme konusunda tutkulu herkes için mutlaka okunması gereken bir kitap.
- DİŞLİ BAĞLANTI ELEMANLARININ İŞLEVİ: CİVATALAR — SAPLAMALAR — SOMUNLAR:
Otomotiv endüstrisinde yeni araçların üretim süreçlerinde ve servis bakım aralıklarında - onarımlar sırasında çeşitli tip ve boyutlarda dişli bağlantı elemanları - sabitleme parçaları kullanılmaktadır.
Fonksiyonları, bileşenlerin birleşimi boyunca gevşemeden bir sıkıştırma kuvveti oluşturmaktır. Bir bağlantı, kurulum için çalışma ortamı koşulları (malzeme tipi, sıcaklık, yükleme, titreşimler, frekanslar) için ayarlanan parametreler dahilinde doğru sıkıştırma kuvvetini korumak için tasarlanmıştır.
Doğru torklu (sıkılmış) bağlantı elemanları, malzemelerinin elastikiyet özelliklerinden yararlanır. Sıkma işlemi sırasında bağlantı elemanı gerilir (uzar), daha sonra orijinal uzunluğuna geri dönmeye çalışır (sıkıştırır) Bu işlem, bağlantı bileşenleri boyunca bir sıkıştırma kuvveti oluşturur.

- Kasnak Motor Bloğuna Monte Edilmiştir. (1)
- Doğru tork uygulandığında. (3b)
- Doğru sıkıştırma yükünü oluşturma. (4b)
- Kayıştaki yük (2) yalnızca cıvata miline değil, motor bloğuna da aktarılır (5b); (5b)
- böylece kesme etkisi giderilir (6b). (6b)

- DİŞLİ BAĞLANTI ELEMANLARI - CİVATALAR - SAPLAMALAR - SOMUNLAR: STRES VE GERGINLIK.
Bir bağlantı elemanındaki gerilim, gerginliği ile doğru orantılıdır. Bir bağlantı elemanının gerilme-gerilimi, bir elastik sınır (elastikiyet) ve bir plastik sınır (plastisite) içerecektir. Sıkma işlemi sırasında bağlantı elemanı elastik sınırı içinde gerilir (uzar) ve sıkma işlemi sırasında sıkıştırılır.
Bir bağlantı elemanı ispat yükünün ötesine gerilirse (elastikiyet sınırı içinde maksimum yük kapasitesi), elastik aralık plastik deformasyon olarak bilinen plastisite aralığına dönüşür, bu nedenle gerinim artık gerilimle orantılı değildir. Plastik deformasyon meydana geldikten sonra bağlantı elemanı, sıkmayı açtıktan sonra tam olarak geri dönmeyecek veya orijinal uzunluğuna geri sıkışmayacaktır.
Plastik deformasyonun meydana geldiği nokta (akma mukavemeti noktası) olarak bilinir. Ayrıca, plastik deformasyon sınırı içinde sıkma, nihai gerilme mukavemeti noktası (UTS) olarak bilinen bağlantı elemanının arızalanmaya başladığı yerdir. UTS noktasına ulaşıldığında, civatanın herhangi bir ek sıkılması, bağlantı elemanı kırılana kadar daha fazla uzamaya (gerilmeye) neden olur. Bağlantı elemanının kırıldığı nokta (çekme noktası) olarak bilinir.
Stres ve Gerinim Grafiği.

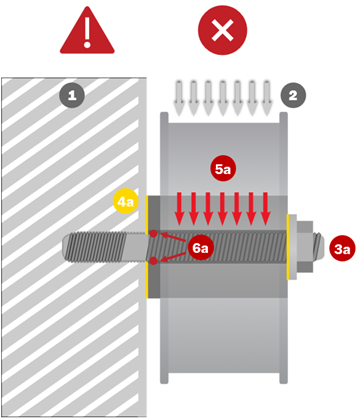
- YANLIŞ YETERSIZ TORK: (ÇOK DÜŞÜK).
- Kasnak Motor Bloğuna Monte Edilmiştir. (1)
- Yanlış tork uygulandığında (çok düşük). (3a)
- Kasnak montajı ile motor bloğu arasında düşük bir sıkıştırma yükü (4a) oluşturulması.
- Kayıştan (2) gelen yük doğrudan bağlantı elemanının sapına aktarılır. (5a)
- Bağlantı elemanının arızalanmasına neden olan bir kesme etkisi yaratmak. (6a) (bkz. Kesilmiş Bağlantı Elemanı)
Yanlış tork (Düşükten). Kesilmiş Bağlantı Elemanı

- YANLIŞ AŞIRI TORK: (YÜKSEĞE).
- Kasnak Motor Bloğuna Monte Edilmiştir. (1)
- Yanlış tork uygulandığında (çok yüksek) bağlantı elemanı gerilir - elastikiyet sınırını aşar ve plastisite sınırına girer. (3a)
- Kasnak montajı ile motor bloğu arasında yanlış sıkıştırma yükü (4a) oluşturulması.
- Kayıştan (2) gelen yük doğrudan bağlantı elemanının sapına aktarılır. (5a) geril miş-genişletilmiş bölüm, motor çalışması sırasında yükleri ve çeşitli frekansları alan zayıf bir noktadır.
- Sonunda bağlantı elemanının arızalanmasına neden olan bir kesme etkisi yaratır. (6a)
- İyi durumda bağlantı elemanı ve aşırı sıkılmış, elastikiyet sınırını aşan ve plastisite sınırına girmiş bir bağlantı elemanı, şimdi orijinal uzunluğuna geri dönmeyecektir. (bkz. Bağlantı Elemanı Durumu).
Yanlış tork (Yüksekten). Bağlantı Elemanı Durumu.



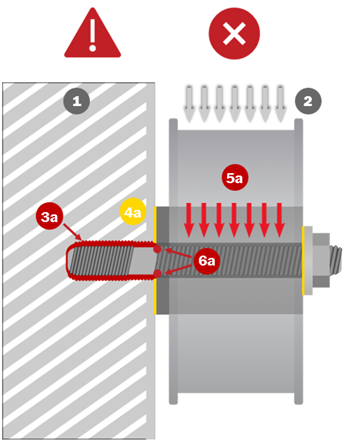
- YANLIŞ SIKIŞTIRMA YÜKÜ: - (DİŞ HATASI).
Araç üreticilerinin öngördüğü tork spesifikasyonları ve doğru açısal sıkma işlemine uyulmazsa, doğru sıkıştırma kuvveti elde edilemez ve motor bloğundaki dişlerde hasar meydana gelebilir, bazı dişli, alüminyum motor bloğu uygulamaları yanlış tork, titreşim, frekans ve aşınmaya karşı son derece hassastır.
- Kasnak Motor Bloğuna Monte Edilmiştir. (1)
- Diş arızalan ırsa (3a), bağlantı elemanları tork ayarı kaybolur ve bu da kasnak montajı ile motor bloğu arasında yanlış sıkıştırma yüküne (4a) yol açar.
- Kayıştan (2) gelen yük doğrudan bağlantı elemanının sapına aktarılır (5a), gerilmiş-uzatılmış bölüm, motor çalışması sırasında yükleri ve çeşitli frekansları alan zayıf bir noktadır.
- Sonunda bağlantı elemanının arızalanmasına neden olan bir kesme etkisi yaratır. (6a)
- Alüminyum motor bloğu diş arızası, bağlantı elemanı dişinde alüminyum malzeme, (bkz. Alüminyum diş arızası).
Yanlış Sıkıştırma Yükü: (Konu Hatası). (Alüminyum Diş Arızası)

Bir somunu/cıvatayı sıkarken, öngörülen tork değerini yalnızca Nm cinsinden uygulamak, istenen sıkma kuvvetinin elde edileceğini garanti etmez; testler, sıkıştırmada farklılıkların oluşabileceğini göstermiştir.
Günümüz kullanım kılavuzları, bir tork açısının yanı sıra öngörülen bir tork değerinin (örn. 20Nm+45°) kullanılmasını önermektedir.

Tork açısı kullanmak daha doğru bir sonuç sağlar. Bazı durumlarda, kılavuz ilk önce öngörülen torku uygulamayı, bir süre beklemeyi, ardından 2. açısal torku uygulamayı, tekrar beklemeyi, ardından gerekirse 3. açısal torku tekrar uygulamayı talimatı verecektir (vb.).
Bu gerekli bekleme süreleri, doğru miktarda sıkıştırma kuvveti elde edilmesini sağlamak için sabitlemenin (yerleşme veya dinlenme) süresine izin vermek için sıkma işleminin bir parçasıdır.
NOT:
20Nm+45° + 45°, 20Nm+90°'den farklıdır İki 45° açısal ayar arasında, bağlantı elemanının 'yerleşmesi' veya 'dinlenmesi' gerekir.


Gates, doğru tork özelliklerinin uygulanmasını sağlamak için araç üreticilerinin tork spesifikasyonlarına uyulmasını ve tüm kritik sabitleme tesisatlarında kalibre edilmiş tork anahtarlarının ve tork açısı ayar aletlerinin kullanılmasını önerir.